

הויך ספּיד פּאַפּיר קאַפּ פאָרמינג מאַשין
פּראָדוקט ווידעא
ספּעציפיקאַציע
| פּאַפּיר קאַפּ באַשרייַבונג | 4-16 אַז (100-450 מל) (פאָרעם יקסטשיינדזשאַבאַל) שפּיץ: 55-90 מם הייך: 60-135 מם דנאָ: 55-70 מם |
| פּאַפּיר ספּעסיפיקאַטיאָן | 150-350 GSM איין / טאָפּל פּע קאָוטאַד פּאַפּיר אָדער פּלאַ קאָוטאַד פּאַפּיר |
| פּראָדוקציע קאַפּאַציטעט | 120-150 פּקס / מין |
| מאַכט מקור | 380 וו 50 הז / 60 הז 3 פאַסעס |
| דורכשניטלעך מאַכט | 12KW (גאַנץ מאַכט: 18KW) |
| לופט צושטעלן רעקווירעמענץ | לופט דרוק: 0.5-0.8מפּאַ לופט רעזולטאַט: 0.4קבם/מין |
| גאַנץ וואָג | 3500 קג |
| פּעקל גרייס | (ל * וו * ה): 2800 * 1600 * 1850 מם |
מאַשין דעטאַל
1. די פּאַפּיר גלעזל פאַנס וועט זיין סאַקט אַראָפּ און פּושט פאָרויס.נאָך די 2 זייטן פון סילינג ייבערפלאַך זענען פאַר-העאַטעד, די פּאַפּיר גלעזל גוף אַרבל וועט זיין געחתמעט אויף די האָריזאָנטאַל פאָרמינג פורעם דורך ולטראַסאָניק.
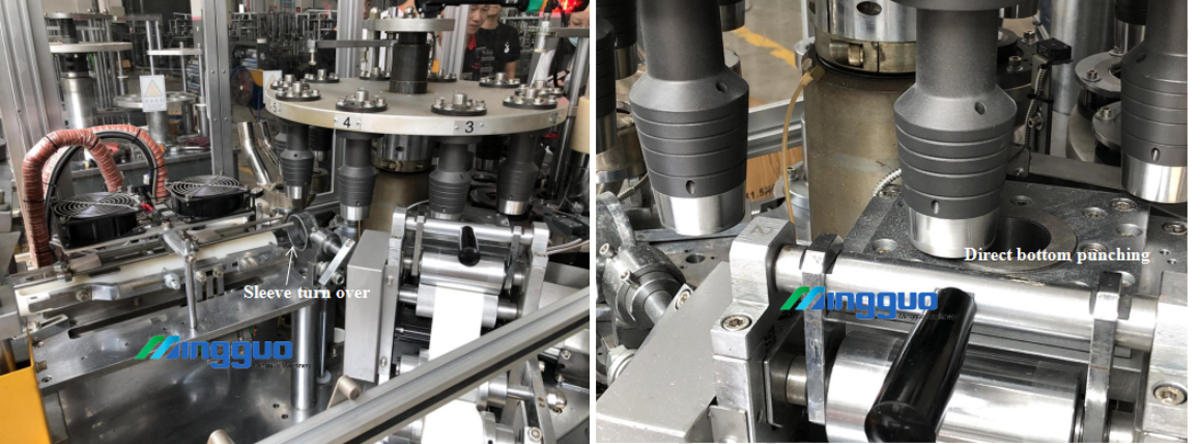
2. דירעקט פּאַפּיר גלעזל דנאָ פּאַנטשינג מיטל קאַנטראָולד דורך סערוואָ מאָטאָר וואָס איז מער פּינטלעך און פּאַפּיר-שפּאָרן.
3. נאָך פּאַנטשינג די דנאָ, די גלעזל מאָולדז מיט פּאַפּיר גלעזל דנאָ וועט זיין טראַנספערד צו אָננעמען די פּאַפּיר גלעזל גוף אַרבל.די אַרבל וועט זיין אויסגעדרייט איבער און גיין דורך די מאָולדז.

4. די מאָולדז מיט אַרבל און דנאָ וועט זיין העאַטעד צוויי מאָל דורך די הייס לופט גאַנז.און דער סוף פון די אַרבל וועט זיין פאַר-פאָולדיד ינווערד צו זיין גרייט פֿאַר סילינג מיט די דנאָ פון די פּאַפּיר גלעזל.
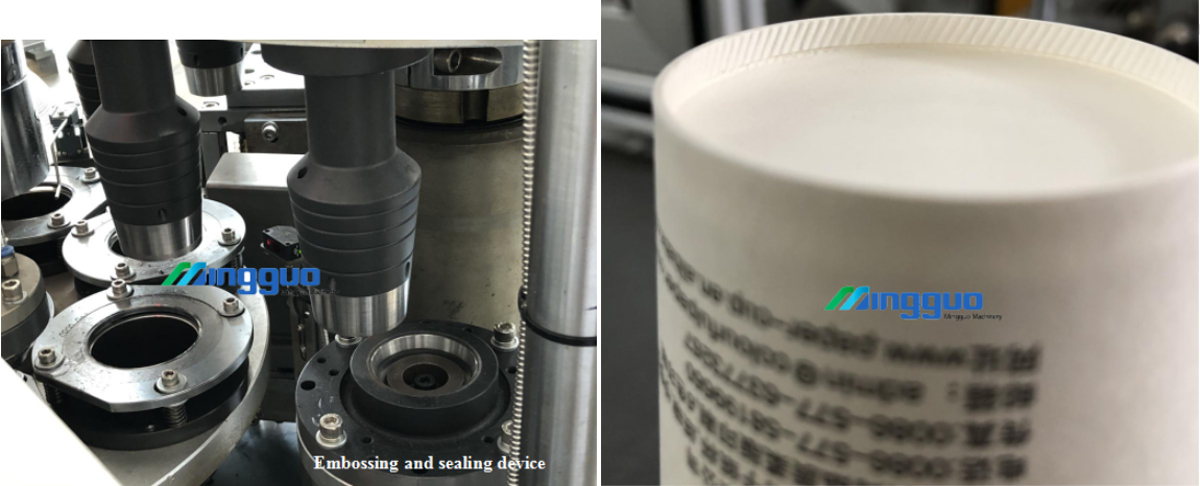
5. נאָך די צוויי מאָל הייס לופט ביקס באַהיצונג און ינווערד פאַר-פאָלדינג, די פּאַפּיר גלעזל דנאָ וועט זיין גאָר געחתמעט געזונט דורך די עמבאָססינג און סילינג מיטל.דערנאָך די געזונט-דנאָ-געגרינדעט פּאַפּיר טעפּלעך וועט זיין טראַנספערד צו די צווייטע טערנטייבאַל צו פאָרעם די שפּיץ קערלינג.
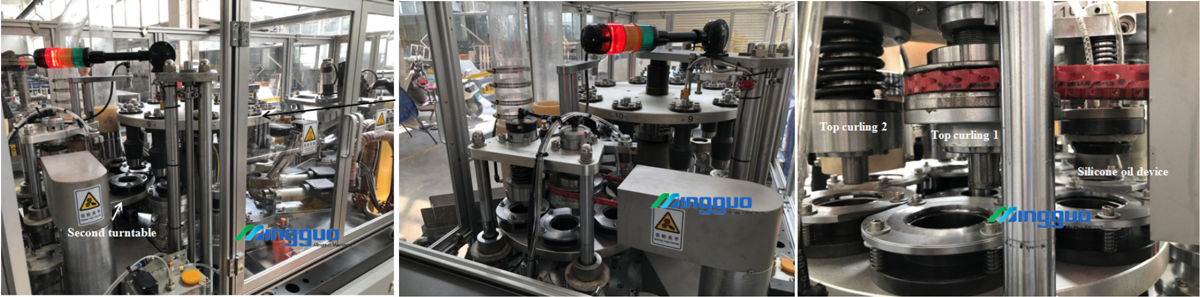
6. איידער די שפּיץ קערלינג, די גלעזל שפּיץ וועט זיין מויסאַנד דורך די עסנוואַרג מיינונג סיליקאָנע ייל צו מאַכן די קערלינג שפּיץ דרוק געזונט פונאנדערגעטיילט צו ויסמיידן די פּלאַצן, וואָס וועט פֿאַרבעסערן די עסטעטיש גראַד פון פּאַפּיר גלעזל.
7. נאָך די ייל מאָיסטענינג, די גלעזל שפּיץ וועט זיין קערלד צוויי מאָל.קאַמפּערד מיט אַמאָל קערלינג, צוויי מאָל קערלינג איז מער פּאַסיק אויף הויך-גיכקייַט מאַשין וואָס מאכט די גלעזל קערלינג מער סאָליד און בעסער-קוקן.
צו דעם שריט, אַ גלעזל איז געטאן.די טעפּלעך וועט זיין בלאָון צו די אַקריליק רער צו די זאַמלונג טיש.יעדער אָנלייגן קוואַנטיטי וועט זיין גערעכנט.
מאַשין טשאַראַקטעריסטיקס
1. גיכקייַט: 120-150קופּס / מין
2.טהיס מאַשין אַדאַפּץ ינטערמיטאַנט ינדעקסינג קאַם מעקאַניזאַם פון עפענען טיפּ.
3. גיר טראַנסמיסיע און ווערטיקאַל אַקס סטרוקטור ביישטייערן צו אַ גלייַך פאַרשפּרייטונג פון פאַרשידן פאַנגקשאַנאַל קאַמפּאָונאַנץ.
4. די גאנצע מאַשין ניצט אָטאַמאַטיק שפּריץ לובריקיישאַן סיסטעם, רידוסינג די טראָגן פון מאַשין טיילן, שטיצן די מאַשין צו אַרבעטן פֿאַר אַ לאַנג צייַט אָן יבעררייַס.
5. וועגן 13 סענסאָרס אויף 1 מאַשין צו מאָניטאָר די גאנצע גלעזל מאכן פּראָצעס
6. דער גוף פון פּאַפּיר גלעזל און די דנאָ פון די גלעזל חלק בונד דורך שווייצער (Leister סאָרט) כיטער, ינשורינג די פעסטקייַט פון אַדכיזשאַן
7. צוויי מאָל קערלינג, ערשטער איז ראָוטייטינג קערלינג, צווייט איינער איז באַהיצונג סטעריאַטייפּס, וואָס ימפּרוווז די פאָרמינג שטאַרקייַט פון פּאַפּיר גלעזל, גלעזל מויל שיינקייט און פּאַפּיר גלעזל גרייס פעסטקייַט.
8. פּלק און פאַרבינדן פאַרשטעלן קאָנטראָל איז געניצט אין גלעזל פאָרמינג, פאָטאָעלעקטריק אויג איז אנגענומען אין די גאנצע דורכפאַל קאָנטראָל פּראָצעס.
9. סערוואָ מאָטאָר פּאַפּיר פידינג ימפּרוווז עקוויפּמענט פעסטקייַט, אַטשיווז שנעל פעסט פליסנדיק, ימפּלאַמאַנץ אָטאַמאַטיק שולד האַלטן און לאַרגעלי ראַדוסאַז אַרבעט קאָס
פּראָדוקציע עפעקטיווקייַט
1. פּראָדוקציע רעזולטאַט אַרויף צו 60,000 טעפּלעך פּער יבעררוק (8 שעה)
2. פּראָצענט פון פאָרן איז העכער ווי 99% אונטער נאָרמאַל פּראָדוקציע
3. איין אָפּעראַטאָר קענען שעפּן עטלעכע מאשינען אין דער זעלביקער צייַט
פּראָדוקטן קאַטעגאָריעס


- תּל: +86 15858839222
- זשענג סאָנג ראָוד #529, וואַנקוואַן טאַון, פּינגיאַנג סיטי, ווענזשאָו, זשעדזשיאַנג פּראַווינס, טשיינאַ
- zoe@feidamachine.cn



